Roscado
Un
roscado o rosca es una superficie cuyo eje está contenido en el
plano y en torno a él describe una trayectoria helicoidal
cilíndrica.
El
roscado puede ser realizado con herramientas manuales o máquinas herramientas
como taladradora,
fresadoras
y tornos.
Para el roscado manual se utilizan machos y terrajas,
que son herramientas de corte
usadas para crear las roscas de tornillos
y tuercas
en metales,
madera
y plástico.
El macho se utiliza para roscar la parte hembra mientras que la terraja se
utiliza para roscar la porción macho del par de acoplamiento. El macho también
puede utilizarse para roscado a máquina.
Características
Las
roscas difieren según la forma geométrica de su filete. Según esta
característica pueden ser roscas triangulares, cuadradas, trapezoidales, diente de sierra, etc. La distancia entre dos
filetes sucesivos se denomina paso y está normalizado según el sistema de rosca
que se aplique. Estos sistemas pueden ser:
- Rosca
Sellers
- Rosca
Gas
- Rosca
SAE
- Rosca
UNF
- Roscas
BSP y NTP
Otras
características de las roscas son el ángulo de la hélice y los diámetros, que
puede ser tanto interior (o de fondo) como medio (o de flanco).
Roscado manual
El
roscado manual puede realizarse por medio de un macho o de una terraja. El macho es una herramienta de corte con la que se hacen roscas
en la parte interna de agujeros, generalmente en una pieza metálica o de plástico.
Ambas
herramientas deben tener un diámetro específico y un paso de rosca
establecido por algún sistema de rosca. El proceso del roscado a mano se
realiza aplicando tres machos en forma sucesiva. El primer macho posee una
entrada larga cónica y carece de dientes. Se utiliza para comenzar y guiar la
rosca. El siguiente se utiliza para desbastar la rosca y el último acaba y
calibra la rosca. También se puede emplear como macho de máquina.

Roscado en máquina
Fresadora
Cuando se
requiere que alguna rosca sea muy precisa se rectifica con rectificadoras en centros de mecanizado (CNC), que permiten realizar perfiles de todos los
sistemas de roscado y además tienen una gran precisión pues son máquinas
dirigidas por un software
al que un operador
le añade parámetros, disminuyendo costos y simplificando la labor.

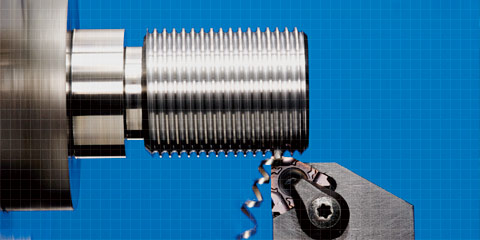
Torno
Los
intervalos de avance de la máquina deben coincidir con el paso de las mismas,
lo que se logra con la programación de los tornos CNC. El torneado con
plaquitas intercambiables se realiza haciendo varias pasadas de corte a lo
largo de toda la longitud de la rosca, dividiendo la profundidad total de la
rosca en pequeñas pasadas.

Roscado por laminación
Cuando
se requieren producir grandes cantidades de piezas roscadas se recurre a la laminación en lugar del arranque de viruta. En este método las fibras del material no son cortadas
sino desplazadas. Esto reduce el tiempo de fabricación, extendiendo la durabilidad
de las herramientas, además de reducir los sobrantes de material.
Gestión económica del roscado
La
suma del coste de la materia prima de una pieza, el coste del proceso de
mecanizado y el coste de las piezas fabricadas de forma defectuosa constituyen
el coste total de una pieza. El desarrollo tecnológico permite obtener la mayor
calidad posible de los componentes al menor coste tanto de la materia prima
como del mecanizado. Para reducir costes se consiguen materiales blandos que
luego del mecanizado son endurecidos por tratamientos
térmicos
que incrementan su dureza y resistencia, entre otras propiedades
mecánicas.

Verificación y medición de roscas
Las
roscas pueden medirse o verificarse en forma directa o indirecta. Para la
medición directa se utilizan generalmente micrómetros con puntas adaptadas que
son introducidas en el flanco de las roscas. También puede introducirse un
juego de varillas para medir los diámetros medios.
Para
la medición indirecta de las roscas se utilizan varios métodos, como las galgas, que están compuestas de
dos partes que permite medir tanto las roscas macho como hembras. Otro tipo de
galgas es un juego de plantillas que presentan los pasos de rosca de los
diferentes sistemas.


Fallos y defectos de las roscas
Las
roscas pueden presentar varios defectos. El primero está asociado con su
cálculo y diseño. Pueden no haber sido seleccionadas adecuadamente las
dimensiones de la rosca, el sistema adecuado y el material adecuado. Esto
produce el deterioro prematuro o incluso súbito del apriete.
La
rosca también puede deteriorarse por corrosión u oxidación, lo que produce la pérdida de presión
de apriete y podría originar una avería porque se afloje el conjunto.

EJERCICIO
En el proceso de roscado de un barreno, un mecánico aplica a la palanca
de la manera las fuerzas horizontales mostradas en la figura. Demuestre que
estas fuerzas son equivalentes a una sola fuerza resultante y determine, si es posible,
la localización del punto de aplicación de esta fuerza sobre la palanca.

FA = x =
2.65 cos 25 = -2.40 l
Z = 2.65
sen 25 = -1.12 k
FB = x =
2.9 cos 25 = 2.63 l
Z = 2.9 sen 25 = 1.23 k
MA = (-2.40 l – 1.12 k) 3.2 k
MA = 7.86 j
MB = (2.63 l + 1.23 k) –2.8 k
MB = 7.36 j
Σ Fl = 2,63 – 2.40 = 0.23 l
Σ Fj =
-1.12 + 1.23 = 0.11 k
0.231 l +
0.11 k